安阳市卓创冶金材料有限公司
联系:刘先生
手机:13837273630
电话:0372-5660266
邮箱:1057219926@qq.com
网址:fujian.siliconalloys.com
地址:河南省安阳市龙安区西高平村

服务热线
13837273630安阳市卓创冶金材料有限公司
联系:刘先生
手机:13837273630
电话:0372-5660266
邮箱:1057219926@qq.com
网址:fujian.siliconalloys.com
地址:河南省安阳市龙安区西高平村
安阳市卓创冶金材料有限公司将定期总结及发布孕育块,孕育剂,球化剂相关信息,敬请查阅咨询。
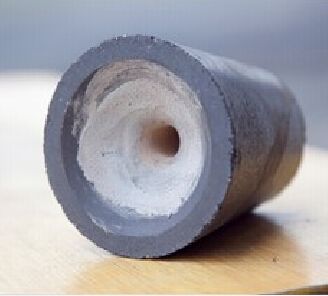
随着连铸工艺技术的快速发展和连铸机的不断完善,对连铸中间包使用寿命提出更高要求,因其寿命长短直接影响了连铸机作业率的提高。目前各厂已采用了各种延长中间包使用寿命的方法,其中,中间包的福建定径水口快换技术是一种比较不错的方法。
中间包福建快换水口时前后钢水的温度对快换成功与否起重要作用。前期温度宜高些,对快换比较有利;温度低时,易发生水口结瘤、快换失败等生产事故,快换水口中间包钢包到站温度比正常温度中限高10~20℃,钢水等铸机时间不得超过10min,且钢包为正常周转、包况良好的红钢包。当连铸定径水口工作几小时后水口受钢水流冲刷变大,连铸拉速超过临界拉速,避免连铸出现拉漏生产事故就必须快换定径水口,宏大炼钢厂一般设计定径水口直径1410~1510mm,拉速控制在216~310m/min,一旦拉速达到219m/min时就开始准备快换的条件,因为没有福建塞棒控制中包上水口,受液面影响就有可能超过临界拉速。
将备用定径快换水口在备用位置上通过环境温度烘烤10~30min,确保水口温度达到200~300℃。当中间包液面降低至300~400mm时,按动按钮,液压缸推动备用定径水口沿滑道移向浇注位,同时原定径水口被推出浇注位,新快换水口开始工作,此时应适当调整拉速,然后按动“液压缸缩回”按钮,使液压缸缩回,取下液压缸。更换水口结束,连铸操作按正常浇注进行。
安阳市卓创冶金材料有限公司除了能为客户提供孕育块,孕育剂,球化剂,也能为客户提供一些相关信息,如孕育块的用法,孕育剂在铸铁中的作用,球化剂价格等。